|
Каждому из этих методов
присущи свои достоинства и недостатки, поэтому в каждом конкретном
случае выбирают наиболее приемлемый.
При механических методах
раскроя затраты времени составляют 5 —10 % общего времени изготовления
лодки.
В массовом производстве
применяют настильный способ раскроя, позволяющий одновременно выкраивать
10 — 20 деталей одной конфигурации. Перспективными при настильном
способе являются лазерный раскрой и раскрой водяной струей, при которых
вырезка контура деталей может осуществляться по заданной программе.
Раскрой материала с помощью лазерного луча обеспечивает скорость резания
до 30 м/мин и точность резания ± 0,5 мм. При таком способе раскроя
кромки деталей из синтетических тканей оплавляются и имеют четкую грань.
При раскрое материал удерживается на месте вакуумом.
В последнее время большие
возможности открывает техника резания прорезиненных тканей струей воды.
Суть метода заключается в том, что вода сжимается до давления около 400
МПа, а затем выбрасывается тонкой струей через сопло из сапфира
диаметром 0,1—0,3 мм. Водяная струя, обладающая весьма высокой
скоростью, легко режет материал. В систему с обыкновенной водопроводной
водой иногда добавляют полимерные добавки или абразивные частицы.
Скорость резания в зависимости от материала может достигать 60 м/мин.
Реактивное усилие в сопле из-за малого расхода воды (0,5 — 4 л/мин)
незначительно, поэтому при таком методе могут использоваться
промышленные роботы.
На раскроенных полотнищах
отмечают места склейки между собой и места наклейки деталей. Для
удаления из зон склейки избытка опудривающего материала и создания
шероховатой поверхности с целью увеличения прочности склейки применяют
шерохование, т. е. удаление очень тонкого слоя резиновой обкладки.
Детали с прямолинейными участками шерохуют на шероховальных станках, а
детали сложной конфигурции — ручными шероховальными элементами.
Длительность шерохования в общем процессе изготовления лодок составляет
от 5 до 15%.
Однако процесс шерохования
является трудоемким, а у тонких оболочек тканей может привести к потере
прочности текстиля и нарушению герметизации. В последние годы особенно
интенсивно проводят работы по исключению этого процесса путем подбора
новых опудровочных материалов, легко смывающихся растворителями, и
применения более сильных клеящих составов. Шероховатая поверхность, по
крайней мере с одной стороны ткани, может быть образована ровно
расположенными вмятинами в виде пересекающихся линий, которые формируют
одновременно с вулканизацией ткани. Интересным представляется решение,
когда в состав клея вводится абразивный материал, который при прикатке
соединяемых деталей проникает в склеиваемые поверхности наподобие
«заклепок».
Успех склейки решают хорошая
подготовка поверхности и ровное, без морщин и пузырей соединение
склеиваемых поверхностей. Перед склейкой отмечают границу наложения
материала. Склеиваемые поверхности соединяют начиная от одного края шва
к другому или от середины к краям так, чтобы не было морщин и пузырей.
Шов разглаживают руками или прикатывают роликом. На длинных швах во
избежание неравномерного растяжения тканей заранее наносят метки на обе
склеиваемые поверхности через 30 — 50 см. Швы длиной в несколько метров
склеивают частями по 1 —1,5 м. Можно прокладывать между склеиваемыми
поверхностями лавсановую или фторопластовую пленку или отрезки
оргстекла, удаляемые по мере соединения деталей. Чаще всего соединение
полотнищ осуществляют с помощью одноразовой или многократной промазки
склеиваемых участков клеем в основном холодного отверждения. При
изготовлении большегруз ных крупногабаритных лодок применяют клеи
горячего отверждения с последующей подпрессовкой и вулканизацией шва в
вулканизационном прессе. Намазывают клей вручную или с помощью
механического клеепромазочного устройства. Перед промазкой клеем
производят освежение поверхностей под склейку органическим растворителем
(бензином, этилацетатом, их смесью и т. п.)- После освежения
растворителем и после каждой намазки поверхности просушивают. ных крупногабаритных лодок применяют клеи
горячего отверждения с последующей подпрессовкой и вулканизацией шва в
вулканизационном прессе. Намазывают клей вручную или с помощью
механического клеепромазочного устройства. Перед промазкой клеем
производят освежение поверхностей под склейку органическим растворителем
(бензином, этилацетатом, их смесью и т. п.)- После освежения
растворителем и после каждой намазки поверхности просушивают.
Сборку оболочки самодельной надувной
лодки начинают с бортов и выполняют в строгой последовательности.
Отдельные детали в установленном порядке соединяют различными швами (в
основном нахлесточными) по промазанным кромкам, к которым с обеих сторон
для исключения эффекта фильтрации воздуха вдоль волокон ткани
приклеивают предварительно намазанные клеем ленты шириной 25 — 40 мм из
прорезиненной ткани (рис. 4.1), чаще
более тонкой, чем ткань борта. При применении клеев горячего отверждения
применяют заделку швов лентами из невулканизированных резин или
прорезиненных тканей.
В некоторых конструкциях для
усиления прочности и получения стабильного качества шов прошивают
нитками перед заделкой его лентами. Причем отдельные конструкции шва
заделывают двойными лентами с обеих сторон для повышения герметизации
изделия и для восстановления целостности полотнища, нарушенной
вследствие прокола иголкой. Прошивку осуществляют как в одну, так и в
несколько строчек с разной длиной стежка, что определяется расчетами.
Чаще всего для прошивки применяют капроновые нитки № 3 и 9. Прошивку
выполняют на различных швейных машинах, в том числе и многоигольных.
Известны способы прошивки, при которых для увеличения герметичности в
месте прокола иглой нить предварительно проходит через раствор клея и
точечные капли клея закрывают места выхода ниток из полотнища. В этом
случае возможно применение одной заделочной ленты.
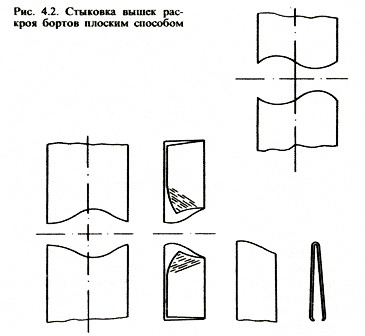
При производстве надувных
лодок различных форм наибольшую сложность представляет изготовление
носовой части бортов, если она выполнена не из целиковых полотнищ, а из
отдельных деталей (вышек). Сборка вышек раскроя может осуществляться
последовательным их соединением с образованием нахлесточного шва или
плоским способом (рис. 4.2) путем
последовательного перегиба и склейки элементов раскроя (вышек) или на
специальных формах-оправках с подпрессовкой продольных и кольцевых швов.
Внутрь бортов по периметру вклеивают предварительно заготовленную
перегородку и заделывают лентами для создания дополнительной прочности
соединения и герметичности.
Кормовую часть лодок
О-образной формы изготовляют аналогично носовой части. У лодок
U-образной формы возможны отдельные изготовление и
приклейка кормовой оконечности (рис. 4.3).
Для образования полуборта к цилиндрической части приклеивают носовую и
кормовую части.
Последней операцией сборки
бортов является стыковка левого и правого бортов кольцевыми швами,
которых в зависимости от формы лодки в плане может быть один или два.
Последний кольцевой шов часто выполняют встык, полностью не прошивают и
заделывают внутренними и наружными лентами. Особое внимание обращают на
совмещение друг с другом левого и правого продольных швов. Заделанные
лентами швы прикатывают роликами вручную или на специальных прикаточных
станках с регулируемым усилием прикатки. Профиль и ширину прикаточных
роликов подбирают по конструкции шва.
 Целый ряд станков для
прикатки швов позволяет механизировать одну из самых тяжелых операций
при изготовлении клееных изделий из прорезиненных тканей любых габаритов
и массы и повысить производительность труда и качество изделий за счет
улучшения герметичности швов. В этих станках прикаточные ролики
различной конструкции смонтированы на поворотной планшайбе. В
зависимости от поперечного сечения прикаточного шва в рабочее положение
приводится ролик соответствующего профиля. Установка поворотных роликов
обеспечивает прикатку кольцевого и продольных швов в двух взаимно
перпендикулярных направлениях. Предусмотрена дополнительная установка на
поворотной планшайбе головки для нарезания заделочных лент различной
ширины из резиновых пластин, штанца для вырубки различных мелких
деталей, а также сменной кисти, в центральную зону которой по шлангу
подается клей из бачка. Целый ряд станков для
прикатки швов позволяет механизировать одну из самых тяжелых операций
при изготовлении клееных изделий из прорезиненных тканей любых габаритов
и массы и повысить производительность труда и качество изделий за счет
улучшения герметичности швов. В этих станках прикаточные ролики
различной конструкции смонтированы на поворотной планшайбе. В
зависимости от поперечного сечения прикаточного шва в рабочее положение
приводится ролик соответствующего профиля. Установка поворотных роликов
обеспечивает прикатку кольцевого и продольных швов в двух взаимно
перпендикулярных направлениях. Предусмотрена дополнительная установка на
поворотной планшайбе головки для нарезания заделочных лент различной
ширины из резиновых пластин, штанца для вырубки различных мелких
деталей, а также сменной кисти, в центральную зону которой по шлангу
подается клей из бачка.
После сборки бортов на
наполненные воздухом борта по разметке накладывают днище и производят
приклейку его кромок и усилительных лент (рис. 4,4). Разработано устройство для одновременной прикатки к
корпусу надувной лодки эластичного днища, герметизирующей и усилительной
ленты и формованных резиновых уключин. Прикатку наполненной воздухом
оболочки осуществляют профильными роликами, рабочая поверхность которых
соответствует профилю прикатываемых элементов изделия.

Применение устройства
обеспечивает высокое качество прикатываемых швов. После приклейки днища
выполняют приклейку деталей (уключин, шайб леера, ручек переноса) и
навязывают такелаж. Затем лодке дают вылежку.
Некоторые изготовители
надувных лодок с целью нормализации и стабилизации склеенных швов через
24 ч после сборки корпуса подвергают лодку горячему кондиционированию
воздухом при температуре 60 °С в течение 24 ч.
После вылежки производят
осмотр лодки и испытание, затем ее комплектуют веслами, мехом-насосом,
сиденьями, настилом, комплектом запасных частей, инструментов и
принадлежностей (ЗИП) и т. п. и упаковывают в чехлы.
Предыдущая
страница
Содержание
Следующая страница
|