|
Пробойник
(рис. 3, д) — инструмент, похожий на кернер,
но рабочий конец его притуплен и имеет диаметр, равный диаметру
пробиваемого в листовом материале отверстия. Листовой металл,
предварительно накерненный в нужном месте, кладется на металлическую
подложку с отверстием немного большим, чем диаметр пробойника. Пробойник
устанавливают сверху (см. рис. 3, д) и ударом молотка пробивают
отверстие.
Просечки — фигурные пробойники
для пробивания различных по конфигурации отверстий в тонком листовом
металле. При работе просечками под листовой металл подкладывают подложки
из свинца, резины, линолеума и т. п.
Опиливание металлических (и
неметаллических) заготовок выполняют различными напильниками
(рис. 4). По насечке их делят на драчевые,
личные и бархатные. Драчевые напильники имеют 10—12 насечек на 1 см и за
один ход снимают с заготовки от 0,3 до 1 мм металла. Личные имеют 16—24
насечки на 1 см и снимают слой металла не более 0,1 мм. Бархатные
напильники служат для окончательной отделки, число насечек у них
достигает 40 на 1 см и снимают лишь 0,01—0,03 мм за один ход напильника.
Напильники необходимо
правильно хранить и эксплуатировать. Нельзя ударять напильником по
другим металлическим предметам — выкрошится насечка. Нельзя обрабатывать
ими закаленную сталь. Напильник должен быть сухим и чистым. После работы
напильник обязательно очищают щеткой с коротким металлическим ворсом.
Для мелких работ применяют
маленькие напильники, называемые надфилями. Они, как и напильники,
бывают различной формы (см. рис. 4): круглые,
квадратные, плоские, полукруглые, ромбические, трехгранные и ножовочные.
Сверление отверстий в
различных материалах производят всевозможными ручными и электрическими
дрелями. Рабочим инструментом в них является сверло.
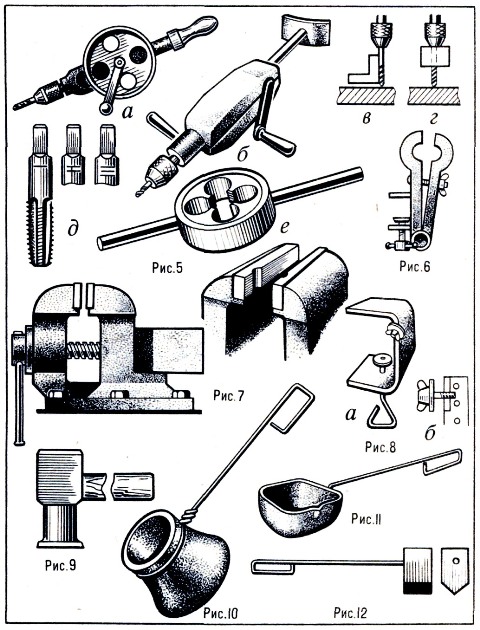
В продаже есть два вида ручных
дрелей: с открытой передачей (рис. 5, а) и закрытой (рис. 5, б). Дрель с
закрытой передачей работает на двух скоростях вращения; скорости
меняются за счет перестановки ручек с одной оси на другую. Сверла в
дрелях затягиваются вручную, что является недостатком: надежно затянуть
сверло в патроне нельзя.
Кроме ручных дрелей в продаже
бывает несколько типов электрических дрелей. Вмонтированный в дрель
электродвигатель через редуктор вращает патрон со сверлом. Сверло
надежно закрепляется в патроне с помощью специального ключа.
Электрическая дрель — готовый «токарный станок» для обработки пруткового
материала, также основа для устройства всевозможных отделочных
приспособлений (наждачный круг, полировальное устройство и т. п.).
Для обработки твердых металлов
угол заточки спирального сверла около 140°, металлы средней твердости
требуют угла 110—120°, а мягкие — 90—100°.
При сверлении отверстий в
толстом материале необходимо выдерживать угол «сверло — поверхность»,
равный 90°. Для этого используют угольник (рис. 5, в).
Сверление проводят с легким
нажимом на дрель. Заедание сверла на выходе его из металла сигнализирует
нам о том, что отверстие почти готово. В этом случае нажим на дрель
следует уменьшить. При сверлении глубоких отверстий используют метод
двойного прохода: вначале сверлят отверстие тонким сверлом, а затем
сверлом нужного диаметра. Соотношение диаметров тонкого и основного
сверл берем равным 1:2.
Если необходимо сверлить
отверстие определенной глубины, на сверле укрепляют
индикатор-ограничитель из корковой бутылочной пробки (рис. 5, г). При
достижении установленной глубины пробка касается поверхности металла, и
сверление тут же прекращают.
В нашей практике встречается
операция, называемая нарезанием резьбы. Основное применение находит
метрическая резьба с треугольным профилем нарезки.
Инструмент для нарезания
резьбы делится на две группы: для нарезки в отверстиях и нарезки на
стержнях.
Резьбу в отверстиях нарезают
метчиками (рис. 5, д). Квадратной хвостовой частью метчик закрепляют в
воротке. Не будем забывать, что метчики бывают для нарезки правой и
левой резьбы, при этом правая резьба считается основной.
Для. нарезания резьбы одного
размера необходим комплект из двух метчиков. Сначала работают черновым
метчиком (на нем нанесена одна кольцевая канавка), затем чистовым (две
канавки). Имеются комплекты и из трех метчиков.
К нарезанию резьбы в
отверстиях, естественно, приступают лишь после того, как просверлено
соответствующее по размеру отверстие. В табл. 1 приведены диаметры
отверстий под соответствующую резьбу (в мм).
Диаметр
отверстия под резьбу.
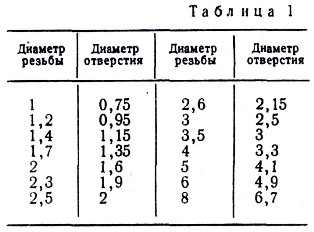
Отступление от рекомендованных
в табл. 1 диаметров отверстий приведет к получению недоброкачественной
резьбы.
При нарезании резьбы в отверстиях
метчик покрывают техническим маслом (тавот, солидол и т. п.). Если
метчик заедает, то делают один - два оборота в обратную сторону и
продолжают нарезку. Если это не помогает, удаляют метчик из отверстия и
очищают от стружки.
Нарезку резьбы на стержнях
проводят с помощью плашек. Плашка (рис. 5, е) — это стальной диск с
отверстиями, похожими на лепестки цветка. Центральное отверстие служит
для нарезания резьбы, а три (четыре) периферийных отверстия своими
гранями образуют режущие кромки и, кроме того, отводят стружку при
работе.
Плашку закрепляют в
специальном воротке. Резьбу нарезают за один проход. Перед нарезкой на
конце стержня напильником делают небольшую конусность. Это необходимо
для того, чтобы резьба нарезалась без перекоса.
|
 Стандартная слесарная ножовка
(рис. 3, б) состоит из станка и ножовочного полотна. Станок позволяет
закрепить и натянуть ножовочное полотно. Полотно должно быть закреплено
так, чтобы наклон зубьев был направлен во внешнюю сторону. При резке
длинных заготовок (полос) полотно в станке поворачивают на 90°.
Стандартная слесарная ножовка
(рис. 3, б) состоит из станка и ножовочного полотна. Станок позволяет
закрепить и натянуть ножовочное полотно. Полотно должно быть закреплено
так, чтобы наклон зубьев был направлен во внешнюю сторону. При резке
длинных заготовок (полос) полотно в станке поворачивают на 90°.