|
2. Матрицу делают
из дерева, а пуансон из олова, припоев, типографского сплава (гарта) и
т. п.
Древесина для изготовления
матрицы должна быть довольно твердой. Лучше всего для этих целей
подходит бук, можно использовать и дуб.
В деревянном бруске с помощью
полукруглых и плоских стамесок делают углубление, соответствующее
внешней поверхности будущей блесны.
Контроль готовности углубления
матрицы ведут так. В углубление запрессовывают пластилин и затем
осторожно его извлекают. По оттиску судят о готовности матрицы. Когда
углубление матрицы будет готово, его покрывают графитом.
Пуансон делают так же, как и
при первом методе, да и процесс изготовления блесны тоже ничем не
отличается. К матрице же силикатным клеем приклеивают бумажный буртик.
Недостатки метода: большой
процент брака; недолговечность матрицы (разрушается после получения 5—10
блесен); низкая точность копировки блесны; нельзя делать блесны из
толстого металла.
Достоинства: относительная
легкость изготовления инструмента; возможность изготовления новых блесен
(можно фантазировать на ходу).
3. Матрицу делают из дерева,
а вместо пуансона применяют несколько специальных правилок.
Матрицу изготавливают так же,
как и при втором методе.
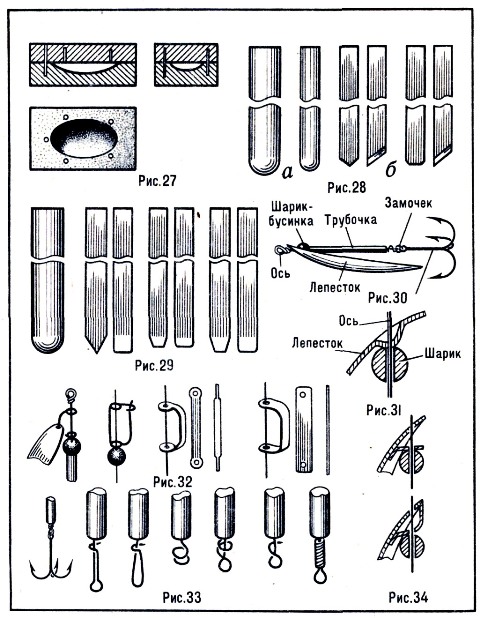
Правилки представляют собой
отрезки металлического пруткового материала диаметром 4, 6, 8 и 10 мм,
закругленные на рабочем конце (рис. 28, а). При изготовлении граненых
блесен рабочие концы одной-двух правилок должны быть гранеными (рис. 28,
б).
Процесс изготовления блесны
следующий. Вырезают заготовку будущей блесны с припуском 1 —1,5 мм. Ее
укладывают на углубление матрицы, причем диаметр правилки берут
соответствующим углублению матрицы.
В узких местах заготовку
обрабатывают правилками малого диаметра и наоборот. Если металл
правильно отожжен, то процесс протекает достаточно быстро.
Если у концов блесны или по
всей поверхности есть грани, то окончательно заготовку обрабатывают
гранеными правилками.
Блесна считается готовой,
когда поверхность блесны полностью повторяет углубление матрицы.
Недостаток метода: нельзя
делать блесны из металла толще 0,5—0,7 мм.
Достоинства: относительная
легкость изготовления инструмента; можно делать новые блесны; почти нет
брака; при изготовлении блесен можно по ходу работы вносить коррективы.
4. Матрицу изготавливают из
дерева. Роль пуансона выполняют специальные бойки. Бойки похожи на
правилки предыдущего метода, но их делают из более толстого пруткового
материала диаметром 20, 25 и 30 мм. Конец одного бойка делают граненым
(рис. 29).
Боек со сферическим концом с
успехом заменяют массивным зубилом или стамеской, тыльный конец которых
закруглен. Используют также молотки с круглым бойком.
Надо заметить, что при
небольшом навыке углубление матрицы по этому методу не обязательно
делать точно похожим на будущую блесну.
Можно обходиться двумя ложкообразными углублениями (одно немного меньше другого) и получать при
этом любые очертания блесен.
Изготовление блесны начинают
с заготовки. Ее вырезают с припуском 1,5—2 мм обязательно из отожженного
металла толщиной до 3 мм.
Заготовку помещают на
углубление матрицы и легкими частыми ударами соответствующих бойков
придают необходимую форму.
Сомнения, что по этому методу
нельзя изготовить хорошие блесны, не имеют оснований.
Двадцатилетний
опыт и практика автора подтверждают это. Правда, тонкие блесны
(вращающиеся, зимние, мелкие блесенки и т. п.) им изготовляются по
третьему методу.
Недостатки метода: есть
небольшой процент брака; низкая точность копировки блесен.
Достоинства: легкость
изготовления инструмента; можно конструировать и изготовлять новые
блесны; можно применять металл любой толщины; легкость изготовления
блесен; при работе можно на ходу вносить коррективы в форму блесен.
Рассмотрев четыре основных
метода изготовления блесен, необходимо сделать небольшое отступление для
разговора о новейших материалах, идущих на приготовление инструмента.
Свойства некоторых пластмасс
во много раз превосходят свойства древесины и некоторых металлов.
Легкость изготовления из самотвердеющих пластмасс инструмента и оснастки
(а в дальнейшем, мы увидим, и самих приманок) делают эти пластмассы
очень перспективными.
Эпоксидная смола холодного
отвердения
имеет высокие
механические качества. При замешивании смолы для экономии в нее можно в
определенной пропорции добавлять наполнитель, что одновременно
несколько повышает ее прочность.
Фенолоформальдегидно-полиамидные смолы
несколько хуже по механическим данным,
чем эпоксидные. В процессе отвердения отливку из смолы необходимо
выдерживать в среде с повышенной температурой.
Акрилаты — пластмассы,
которые в последнее время в силу своих повышенных механических свойств
получили широкое распространение. Акрилаты горячего отвердения (АРК-7,
этакрил и др.) приготовляются по следующей технологии.
Порошок, входящий
в комплект пластмассы, смешивают с жидкостью (мономером) в пропорции,
указанной в прилагаемой инструкции (или на упаковке), некоторое время
выдерживают — пластмасса «созревает»— и затем набивают в гипсовую форму.
Половинки формы надежно скрепляют (обычно обматывают проволокой),
опускают в воду, доводят ее до кипения и выдерживают в кипятке около 1
ч.
Охлаждают форму вместе с водой, затем раскрывают и извлекают из нее
готовую пластмассовую деталь.
Детали из пластмасс холодного
отвердения (АСТ, стиракрил, протакрил, акрил, родонт и др.) делают по
той же технологии, но без процесса термообработки в кипящей воде.
Эти
пластмассы отверждаются при комнатной температуре в течение нескольких
часов.
|