|
Заготовку (толщина металла 2
мм) кладут на углубление 1 и самым крупным бойком сильными ударами
выбивают наиболее крутую часть (рис. 51). Нужный изгиб у краев этого
углубления делают бойком небольшого диаметра на углублении 2. На
углублении 3 выбивают шейку блесны и ее носик, который у «Шторлека» отогнут
немного в противоположную сторону.
Правильность обработки
контролируют путем сравнения с образцом, взятым за эталон. При
копировании блесны с рисунка это делают по картонным шаблонам,
изготовленным для 3—5 сечений (один обязательно для продольного профиля
блесны).
Обработка заготовки
заключается в запиливании краев, выравнивании внешней поверхности,
шлифовке и полировке. Затем высверливают отверстия под заводные кольца.
Блесну раскрашивают или серебрят.
Рассмотрим, как выбивают
блесну, имеющую глубокий и равномерный изгиб по всей длине. Блесна
предназначена для ловли щуки, окуня, судака и т. д. Автор назвал ее
«Плоскоспинка».
Углубление 1 в матрице (рис.
52) должно соответствовать контурам блесны, углубление 2 делают
для того, чтобы придать соответствующую крутизну ее краям.

Заготовку (толщина металла 1
мм) кладут на углубление 1 и самым крупным бойком блесну выбивают по
всему контуру. Меньшим по размеру бойком на углублении 2 создают
более крутые края у блесны.
В результате этих операций
блесна приобретает очень большую поперечную крутизну и ее необходимо
осадить. Осадку производят на ровной поверхности обычным молотком
несильными ударами с таким расчетом, чтобы получилась плоская спинка,
придающая блесне своеобразную игру (рис. 52, б). Поверхность выравнивают
ударами небольшого молотка изнутри блесны.
Дальнейшая обработка блесны
заключается в запиливании краев, высверливании отверстий под заводные
кольца, шлифовании, полировке. При надобности блесну серебрят,
никелируют, пассивируют* и окрашивают.
Рассмотрим особенности
обработки такой блесны, как «Канада». Особенность этой блесны —
гофрированная поверхность в хвостовой части.
Хвостовую часть кладут на
специально подготовленную матрицу (считаем, что в заготовке углубление
сделано) с продольными выемками, соответствующими будущему гофру блесны
(рис. 53). Затупленным зубилом при помощи молотка делают четыре гофра,
после чего их подравнивают и блесну обрабатывают обычным порядком.
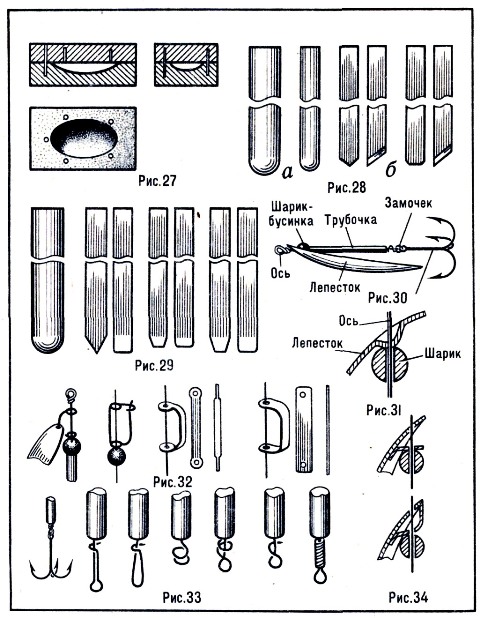
Выдавливание правилками.
Как уже было сказано, при
опробованной блесне по этому методу лучше сделать пластмассовую матрицу.
Однако за неимением пластмассы можно обойтись и деревянной.
При изготовлении этим методом
блесны типа «Байкал» заготовку вырезают из отожженной латуни или меди
толщиной 0,4—0,6 мм с припуском 1,5—2 мм. Заготовку точно фиксируют
штифтами над углублением матрицы и лишь после этого выдавливают блесну
(см. рис. 27).
Выдавливание блесны ведут
сначала правилкой большого диаметра, а затем по мере надобности диаметр
правилок уменьшают. При выдавливании блесны «Байкал» можно обойтись
одной самой крупной правилкой. Когда заготовка всей поверхностью сядет в
углубление матрицы, выдавливание заканчивают.
Края блесны запиливают.
Поверхность шлифуют и полируют. Сверлят отверстия для посадки лепестка
блесны на стержень. Блесну серебрят или пассивируют.
Пассивирование — химическая
обработка, в результате которой поверхность металла длительное время
остается пассивной к окислению. Перед пассивированием деталь зачищают,
полируют и обезжиривают, а затем тщательно промывают водой и сушат.
Латунную деталь опускают на 1 с. в
раствор, приготовленный из 1 части азотной и 1 части серной кислоты, и
сразу же переносят на 10—15 мин в крепкий раствор двухромовокислого
калия (хромпика). Серебряное покрытие пассивируют в теплом 1 %-ном
растворе хромпика в течение 20 мин. Никелированные поверхности
пассивируют путем протирания (2 — 3 раза) смесью водки с 2% крепкой
серной кислоты.
«Граненая удача» (рис. 54,
а), имеет на своей поверхности грани. Рассмотрим, как делают граненую
поверхность.
Заготовку изготавливают из
отожженного металла (латунь, медь) толщиной 0,4—0,45 мм. Выдавливание
ведут обычным методом круглой правилкой (крупной) до тех пор, пока
поверхность заготовки не сядет на грани, сделанные в матрице (рис. 54,
б). Окончательную обработку блесны делают граненой плавилкой, добиваясь,
чтобы блесна полностью повторяла форму "углубления. Граненую правилку
при обработке перемещают вдоль по граням с легким нажимом, причем
сначала осаживают металл в углубление, а затем выравнивают плоскость
правилки.
Дальнейшую отделку блесны
проводят так же, как и в предыдущих случаях.
«Бутербродные» блесны делают
так. Изготовляют две одинаковые по форме блесны из разных металлов, а
затем спаивают их или прикрепляют одну к другой заклепками. Получают
довольно тяжелую блесну с двумя различными поверхностями
(внешняя—латунная, внутренняя—из красной меди). При желании между двумя
заготовками закрепляют тонкую свинцовую пластину и тем самым получают
еще более тяжелую блесну.
При изготовлении
«бутербродных» блесен заготовки лучше изготавливать методом
выдавливания. Толщина свинцовой пластины (обычно от оболочки кабеля)
может быть уменьшена путем раскатывания или расковывания.
Соединение заготовок
(лепестков) и свинца в одну конструкцию делают так. Лепестки залуживают
по краю всего периметра со стороны, которая будет прилегать к свинцу.
Затем все три детали складывают, крепко сжимают и пропаивают с торца по
всему периметру с применением флюса.
Другой путь изготовления
«бутербродных» блесен — пайка сложением. Две подготовленные заготовки
залуживают: внешнюю внутри, внутреннюю снаружи. Внешний лепесток нагревают на огне. Внутрь
лепестка помещают определенное количество припоя ПОС-18 (можно любого
другого). Как только припой расплавится, во внешний лепесток вставляют
внутренний. Лепестки сжимают до тех пор, пока из торцов не покажутся
капельки припоя. После этого сжатые лепестки охлаждают и горячим
паяльником снимают с краев припой.
«Бутербродные» блесны с
Залитым между двумя лепестками припоем хороши тем, что этим способом
делают любые по весу блесны из довольно тонкого листового материала.
Последний (имея иногда толщину 0,25—0,3 мм) очень хорошо обрабатывается
методом выдавливания.
Неплохие «бутербродные»
блесны получаются в том случае, если внешний лепесток выгнут несколько
круче, чем внутренний. Тогда при пайке сложением получают конструкцию с
хорошими гидродинамическими формами (рис. 55).
Если «бутербродную» блесну делают из
двух заготовок (лепестков) достаточного веса и их надо только спаять, не
увеличивая вес блесны, то используют специальную паяльную пасту. Между
двух заготовок, предварительно зачищенных шкуркой, помещают тонкий слой
паяльной пасты (Смесь опилок припоя (30%) и порошка канифоли (70%),
смоченных спиртом до пастообразного состояния.) Заготовки сжимают и
нагревают до тех пор, пока паста не расплавится. Затем детали охлаждают
в зажатом состоянии — и блесна готова. Отделка блесны обычная.
|



































{kind=link}