|
Рогожка — это двойное или
тройное полотняное переплетение, образованное в результате
одновременного переплетения двух и трех основных и стольких же уточных
нитей, в результате чего на поверхности ткани образуются чередующиеся
прямоугольники из основных и уточных перекрытий, расположенных в
шахматном порядке. Такое переплетение в отличие от полотняного позволяет
получить достаточно эластичную ткань с большими плотностью и прочностью
при раздире. С целью улучшения показателей ткани на раздир английские
фирмы использовали переплетение нитей основы и утка в тканях с
расположением их под углом, отличным от 90°, а также переплетение,
известное в технической литературе под названием «рип стоп», при котором
на поперечных нитях завязываются узлы на небольшом расстоянии друг от
друга.
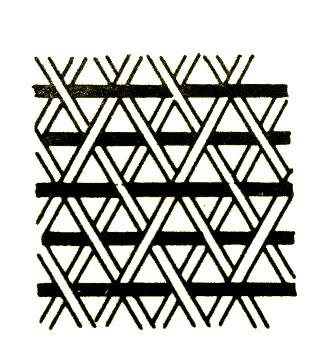
В середине 70-х гг. в США
была получена новая ткань со сложным переплетением — триаксиальная. В
ней две нити утка переплетаются с нитями основы под углом 60 или 45° к
той или другой стороне уточной нити (левое или правое направление)
вместо 90° при традиционном способе выделки ткани. Переплетение
осуществляется решеткой 1x1x1
(рис. 2.131)
подобно плоскому переплетению в ткани с квадратным переплетением. Для
данного переплетения характерны равномерное растяжение нитей по всем
направлениям и высокое сопротивление разрыву и раздиру.
Хлопчатобумажные ткани
характеризуются развитой, однородной и ворсистой поверхностью образующих
их волокон, что увеличивает площадь контакта и обеспечивает высокую
прочность сцепления резины с текстилем (адгезию), поэтому они фактически
не требуют специальной адгезионной обработки. Ткани имеют небольшое
удлинение по основе и утку при разрыве и незначительную разницу между
удлинением по основе и утку. Прочность при разрыве и раздире
относительно невысока, однако главным недостатком тканей является
подверженность их гниению, что снижает срок службы лодок и уменьшает их
прочность. Хлопчатобумажные ткани вырабатывают в основном полотняного
переплетения. Из хлопчатобумажных тканей в производстве лодок,
выпускаемых у нас в стране, применяются рукавная ткань Р-2, перкаль,
доместик, бязь, миткаль, АСТ-28 и др.
Льняные, шелковые и вискозные
ткани имеют ограниченное применение и используются в основном в
комбинации с синтетическими нитями в смешанных тканях.
Ткани из натуральных и
искусственных волокон в производстве лодок в настоящее время заменяются
на ткани из синтетических волокон, что объясняется широкой и доступной
сырьевой базой их получения, возможностью создания волокон с различными
заранее заданными свойствами, с повышенными техническими
характеристиками. Использование синтетических тканей дает возможность
снизить массу и улучшить показатели, влияющие на качества изделий,
например такие, как прочность на разрыв и раздир, каркасность и
эластичность при деформации, теплостойкость, светопогодостойкость.
Наибольшее распространение в производстве надувных лодок среди
синтетических тканей получили полиэфирные и полиамидные.
Полиэфирные ткани не уступают
по прочности полиамидным волокнам, отличаются высокой эластичностью, не
теряют своих прочностных показателей при воздействии ультрафиолетовых
лучей и в мокром состоянии, однако обладают низкой адгезией, для
улучшения которой применяется специальная пропитка. Свойства полиэфирных
тканей значительно улучшаются в результате термической обработки:
уплотняется структура, сокращаются поры на волокне, снижается тепловая
усадка. Чаще ткани вырабатываются с полотняным переплетением.
Полиэфирные ткани пользуются популярностью в разных странах: лавсан — в
СССР, терилен — в Англии, дакрон — в США, тревира, диолен — в ФРГ,
тетерон — в Японии, тергаль — во Франции. Их используют фирмы
«Еуровинил» (Италия), «Мет-цейлер», О8В (ФРГ), «Каллегари» (Италия) и
др.
Полиамидные ткани
характеризуются высокой прочностью, в несколько раз превышающей
прочность натуральных тканей, повышенной эластичностью и
износоустойчивостью. Волокна обладают высоким сопротивлением образованию
плесени, имеют гладкую поверхность. Однако прочность связи резины с
текстилем также низкая, поэтому ткани подвергаются специальной
адгезионной обработке, например резорцинформальдегидной смолой,
винилпереди-новым латексом или резорцином, эпоксидной смолой № 89 и др.
Ткани вырабатываются следующих переплетений: полотняного, саржевого и
рогожкой.
Наибольшее применение из
полиамидных тканей у нас в стране получили капроновые ткани ТК-50,
ТК-80, 56026, 56270, 5264-82. За рубежом полиамидные ткани получили
названия: перлон в ФРГ, найлон-6 и найлон-6,6 в США, дедерон в ГДР,
ниплон в Японии. Полиамидные ткани применяют фирмы «Рекрионик» (США);
«Зодиак», «Силинжер» (Франция); К.РО «Авон», «Кампари», «Данлоп»
(Англия); «Пирелли» (Италия); «Ахиллес» (Япония).
Более широкое распространение
в изготовлении надувных лодок стали получать неоднородные, смешанные и
смешанно-неоднородные ткани. Такие ткани создаются с целью получения
оптимальных физико-механических и химических свойств (прочность на
разрыв и раздир, удлинение при разрыве, адгезия резины с текстилем и
др.), снижения трудоемкости изготовления, экономии дефицитных
натуральных волокон, повышения долговечности изделий и уменьшения их
массы.
Большое развитие получили
комбинации хлопчатобумажных волокон с шелковыми, капроновыми,
лавсановыми волокнами; льняных с лавсановыми, вискозных с лавсановыми и
капроновыми. Доля этих волокон составляет, как правило 33, 50 и 67%.
Остановим внимание читателей
на некоторых материалах, применяемых для изготовления парусов. В течение
ряда лет, вплоть до 40-х гг. нашего века, паруса изготовляли по традиции
из различных видов парусиновой ткани. Эта ткань, считавшаяся наилучшей в
свое время, обладала таким недостатком, как морщинистость, которая
появлялась во время эксплуатации лодки при смачивании. Такая ткань
быстро теряла необходимый профиль, что уменьшало ее эффективность.
Другой серьезный недостаток парусины заключался в том, что ткань была
недолговечна в результате воздействия ветра и атмосферных колебаний.
Признаки износа и гниения появлялись уже после двух сезонов
эксплуатации. В конце 40-х и начале 50-х гг. появились
усовершенствованные парусные ткани, которые вскоре вытеснили устаревшие
парусиновые. Эти новые ткани выполняли из синтетических волокон
(например, из найлона и дакрона). Паруса из новых материалов оказались
очень долговечными, устойчивыми к гниению. Они менее подвержены
морщинистости, деформации профиля при эксплуатации лодок. Основные
свойства материалов, из которых шьют паруса,— воздухонепроницаемость,
гладкость, легкость и прочность. Парусную ткань обычно обрабатывают
особым способом для сохранения размерной стабильности, а иногда
покрывают неволокнистой воздухонепроницаемой пленкой. Поскольку при
работе парус подвергается воздействию различных факторов — давлению
ветра, действию солнца и дождя, натяжению снастей и др. — ткань паруса
подвергают растяжению, причем неравномерному по длине, что должно
учитываться при раскрое паруса. Шить парус из случайных тканей, не зная
их технических характеристик, нельзя, так как сшитые из них паруса
быстро вытягиваются, форма их искажается и теряются лавировочные
качества.
В последнее время появились
решения по изготовлению паруса из комбинации различных материалов.
Например, для увеличения срока службы паруса при хранении нижние панели
вдоль нижней шкаторины выполняют из водо-и воздухонепроницаемого
материала, так как эти участки закрывают парус, когда он свернут вокруг
передней шкаторины. В зоне максимального воздействия ветровой нагрузки
материал в парусе либо специально ориентируют так, чтобы нити основы
постоянно совпадали с направлением этой нагрузки, либо парус выполняют
из разных по прочности и массе материалов, что создает более оптимальные
условия для работы ткани на растяжение.
Пленка, предназначенная для
изготовления паруса, имеет стабильную трехмерную форму с профилем или
полнотой, необходимыми для использования паруса в реальных условиях.
Такая форма достигается тем, что парус выполняют штамповкой с вытяжкой
термопластичной пленки в профилированной форме с нагревом и под
повышенным давлением.
Несмотря на многообразие
применяемых тканей по-прежнему актуальными являются вопросы
совершенствования структур парусных тканей с использованием новых видов
волокон и новых видов отделки. Изготовление парусов — большое искусство.
В процессе конструирования парусов применяют даже компьютеры. Однако
хорошо сконструированный парус все же представляет собой продукт опыта,
мастерства, теоретических знаний и навыков изготовителя.
Сравнительно недавно в
производстве технических тканей для надувных лодок за рубежом стали
применяться ароматические полиамидные волокна кевлар и флексон. У нас в
стране эти волокна известны под названием фени-лон. Волокно кевлар
обладает высокими прочностными характеристиками, оно по прочности в 4,5
раза превосходит сталь и характеризуется отличной устойчивостью к
действию влаги и воздействию температур от —196 до 204 °С, имеет
небольшую массу. Нити из кевлара можно комбинировать с нитями из других
волокон (найлона). Основным недостатком тканей из кевлара является
низкая адгезия. Ткани из уевлара были использованы фирмами «Зодиак»
(Франция) и О5В (ФРГ) при изготовлении моторных лодок и позволили
снизить массу лодок почти на 50%. Продолжаются разработки новых тканей
на основе кевлара: например, получена смешанная ткань марки арамат,
состоящая из смеси стекловолокна и кевлара. Новая ткань используется для
надувных моторных лодок и обладает легкостью и прочностью. В США
разработано новое перспективное волокно, прочность которого на 35 — 40%
превышает прочность кевлара. Сейчас с целью удовлетворения
всевозрастающих потребностей промышленного производства разработана
новая группа арамидных волокон, прочность которых на 20%, а коэффициент
упругости на 40% больше прочности и упругости волокон существующих
типов. К этой же группе относится и новое волокно кевлар НХ,
представленное фирмой «Дюпон» (США) на выставке «Техтекстил» (Франкфурт,
2-4 июня 1987 г.).
Наиболее массовым видом
химических волокон в СССР являются полиэфирные волокна. Объем выпуска
технических нитей для их производства к концу столетия намечено
увеличить в несколько раз. Кроме традиционных массовых видов волокон в
период до 1990 г. и на перспективу намечено освоение в промышленном
масштабе новых видов так называемых волокон третьего поколения,
обладающих уникальными свойствами, прочностью, термостойкостью и т. п.
В качестве полимерного
покрытия для текстильного материала используются резины, термопласты,
термоэласто-пласты.
Резиновые смеси в зависимости
от их назначения содержат помимо каучуков, как правило, 12 — 20
ингредиентов. Основные ингредиенты резиновых смесей разделяются на
следующие группы: активные и неактивные наполнители, мягчители
(пластификаторы), вулканизирующие вещества, ускорители вулканизации,
активаторы вулканизации, про-тивостарители. В состав резиновых смесей
входят и красители — вещества, придающие смеси необходимый цвет:
титановые белила, литопон, алюминиевая пудра, технический углерод
(сажа), синий, желтый, зеленый, красный пигменты и др.
При изготовлении резиновых
покрытий тканей для надувных лодок у нас в стране применяются каучуки
общего и специального назначения и их комбинации и резиновые клеи на их
основе. Из каучуков общего назначения в прорезиненных тканях бортов и
днища используют натуральный, изопреновый, бутадиеновые каучуки, которые
улучшают технологические качества смесей. Некоторые зарубежные фирмы,
например «Данлоп» (Англия), используют натуральный каучук, так как ценят
его конфекционные свойства. Из каучуков специального назначения чаще
применяются хлоропреновые, бутилкаучук, этиленпропиленовые,
хлорсульфированный полиэтилен, уретановые, которые придают резинам
специфические свойства.
Почти все фирмы за рубежом
используют прорезиненные ткани с резиновым покрытием на основе
хлоропренового каучука, отечественное название которого наирит,
зарубежные — неопрен (Англия, США), бутахлор (Франция), байпрен (ФРГ) -
и хлорсульфированного полиэтилена (хайпалона). Наириты обладают масло-,
бензо-, озоностойкостью, негорючестью, повышенной теплостойкостью и
исключительно высокой стойкостью к атмосферным воздействиям. Бутилкаучук
характеризуется химической стойкостью, стойкостью к тепловому и
атмосферному старению и действию озона. Основным его свойством является
высокая газонепроницаемость. Резины на основе хлорсульфированного
полиэтилена обладают отличной озоностойкостью, высоким сопротивлением
износу, стойкостью к атмосферным воздействиям, маслобензостойкостью,
низким влагопоглощением. Каучук легко воспринимает краски и хорошо
сохраняет цвет, но не морозостоек. Хайпалон используют, как правило, для
наружного покрытия, неопрен - для внутреннего. Широко применяются
покрытия и с комбинациями этих каучуков в одной смеси или двух
последовательно нанесенных друг на друга смесей. Западногерманские
конструкторы часто применяют для моделей лодок ткани с резиновым
покрытием типа сандвич. Например, ткань тревир сначала покрывают с двух
сторон неопреном, а затем хайпалоном.
Для прорезинивания тканей
пользуются резиновыми клеями (конструкционными клеями), они также годны
для герметичного и прочного соединения деталей конструкции лодок
(конфекционные клеи). Резиновые клеи представляют собой растворы
каучуков или невулканизированных резиновых смесей в органических
растворителях. В состав клея кроме каучука дополнительно входят
различные ингредиенты : вулканизирующие агенты (чаще всего сера) и
ускорители вулканизации, модификаторы, наполнители и мягчители. Из
растворителей широкое применение находят бензин БР-1 («Галоша»),
этилацетат и их смеси, главным образом благодаря их небольшой
токсичности и малой стоимости. Наиболее активные растворители каучуков —
бензол, толуол, ксилол, дихлорэтан — находят ограниченное применение
вследствие их высокой токсичности. Клеи по консистенции подразделяются
на густые, жидкие и средней концентрации. Густыми считаются клеи с
концентрацией от 1:1 до 1:5 (на 1 кг резиновой смеси приходится от 1 до
5 л растворителя). Клеи средней концентрации имеют соотношение от 1:5 до
1 : 10, жидкими считаются клеи с концентрацией от 1 : 10 до 1 :20.
Резиновую смесь наносят на
ткань классическими способами : шпредингованием или каландрованием. При
шпредин-говании (клеепромазке) на шпрединг-машине, основными частями
которой являются рабочий вал, нож и паровая плита, резиновые клеи
распределяются ровным слоем на поверхности ткани при прохождении под
металлическим ножом. Обычно требуется многократный, до 20 раз, пропуск
ткани на шпрединг-машине для достижения необходимой толщины покрытия.
Первый слой клея до 10 г/м2
наносится при меньшей
скорости вращения вала и более жидкой концентрации, чем второй и
последующие слои. При такой последовательности процесса ткань хорошо
пропитывается клеем. Именно первый слой определяет прочность сцепления
резины и текстиля и является как бы связующим звеном между тканью и
последующими слоями. Скорость движения ткани над обогреваемой плитой
выбирают такой, при которой происходило бы полное испарение растворителя
до образования на поверхности ткани плотно прилегающей пленки резиновой
смеси. Чем тоньше и плотнее слои одного штриха промазки, тем лучшего
качества получаются ткани.
Каландрование (фрикционная
обкладка) требует применения мягких резиновых смесей, которые наносятся
на ткань во время ее прохождения между валками каландра, имеющими
небольшую разницу в скорости вращения. Резиновая смесь сцепляется с
более быстро вращающимся валком, посредством которого вдавливается в
переплетения ткани. Проникновение полимера в ткань, достигаемое таким
методом, менее эффективно, чем при шпрединговании. Однако
производительность при каландровании значительно выше, и при этом
способе не требуется нанесения клея и отсутствуют испарения
растворителя.
Как правило, ткани,
прорезиненные на шпрединг-машинах, более тонкие, имеют меньшие массы и
прочность по сравнению с тканями, обработанными на каландрах.
Известен также
комбинированный способ изготовления ткани, при котором сначала на
шпрединг-машине наносятся один-два слоя резинового клея, а затем на
каландре производится обкладка ткани резиновой смесью.
В Японии применяют способ
нанесения резиновой смеси на ткань, при котором ткань непрерывно
пропускают через пресс. На ткань под давлением наносят
невулканизированную резину, перемещая ее по косой к направлению движения
ткани и предварительно пропуская резину через шприц-машину. Такой способ
дает возможность плотно присоединять к ткани слой невулканизированной
резиновой смеси толщиной менее 1 мм.
Способ изготовления
прорезиненной ткани зависит от вида полотна, характера предъявляемых к
ткани требований, а также от типа лодки, для которой она предназначена и
условий эксплуатации лодки. Например, для спасательных авиационных
лодок, которые должны иметь минимальную массу, применяются
шпредингованные ткани, а для надувных моторных лодок, для которых масса
не играет первостепенной роли и в первую очередь важна прочность ткани
на разрыв и раздир, применяются каландрованные ткани.
Рисунок 2.131a
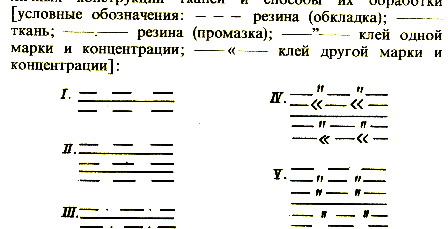
Концентрация и марки клеев
определяются в зависимости от конструкции прорезиненной ткани.
Приведенные варианты конструкций тканей являются далеко не
исчерпывающими. В последние годы реже стали применяться двухслойные
(диагонально дублированные) прорезиненные ткани на основе
хлопчатобумажных текстилей, у которых нити основы слоев расположены под
углом друг к другу для повышения прочности ткани. Эти ткани заменены
однослойными прорезиненными тканями, изготовленными на основе
высокопрочных синтетических текстилей.
Прорезиненные ткани перед
запуском в производство испытывают на прочность до разрыва, на раздир,
воздухонепроницаемость, прочность сцепления резины и текстиля. Ткани,
используемые для лодок специального назначения, дополнительно проверяют
на стойкость к воздействию озона, жидкостей, холода, бактериологических
организмов.
В последнее время в качестве
покрытий для тканей надувных лодок используют термопласты на основе
поли-винилхлорида и полиолефинов (полиэтилена и т. п.). Применение их
позволяет создать ткани ярких расцветок с оригинальными рисунками,
например для детских лодок, сократить долю ручного труда в результате
применения эффективных методов сварки и снизить стоимость изделия. Лодки
длиной до 3 м, получившие за рубежом название пляжные, изготовляют
целиком из листового термопластичного материала, это к тому же дает
возможность использовать отходы материалов для их повторной переработки.
Надувные лодки из термопластов выпускают зарубежные фирмы «Еуровинил»
(Италия), «Еуровинил — Метцейлер» (Италия — ФРГ), «Севимарин» (Франция),
«Адам» (Италия), «Дриам» (Япония), «Рекрионик» (США). В СССР из
термопластов изготовляют только детские лодки-ванночки. В качестве
полимерного покрытия ткани используется и комбинация термопласта
(поливинилхлорид) и каучука.
Для изготовителей небольших
лодок представляют интерес и многослойные материалы, состоящие,
например, из пленок на базе пластифицированного винилхлорида и из
промежуточной пленки, изготовленной из полиамидных (нилон-6, нилон-11,
нилон-6,6, нилон-6,10) или полиэфирных (этиленгликольтерофталат)
материалов.
В производстве надувных лодок
до настоящего времени не получили широкого распространения
термоэластопласты, которые, с одной стороны, ведут себя как резины, а с
другой — как термопласты. Основным недостатком термоэластопластов,
который делает их непригодными к изготовлению из них тканей для надувных
лодок, является нестабильность свойств при температуре выше 100 °С.
Однако научно-исследовательские работы, проводимые в последние годы, в
нашей стране и за рубежом, позволяют надеяться, что в ближайшее время
они получат признание. В США уже сейчас выпускают термоэластопласты
алкрин и санто-прен, которые позволяют эксплуатировать изделия из них в
интервале температур от —40 до 150°С и, кроме того, обеспечивают
стойкость к маслам, хорошее сопротивление старению и раздиру, высокие
показатели озоно-и атмосферостойкости. Проводятся также работы по
получению полимерного покрытия на основе термоэластоплас-тов и каучуков
общего назначения, а также комбинации термоэластопластов с
термопластами. Одним из способов изготовления тканей на такой основе
является покрытие ткани тонким слоем разогретого материала, получаемым в
шприц-машине. Термоэластопласты в виде клеевых составов наносятся также
на ткани клеепромазкой на специальных шпрединг-машинах.
Полимерное покрытие и
армирующий текстиль выбирают исходя из обеспечения оптимальных свойств
материалу в зависимости от назначения и условий эксплуатации лодки.
Кроме того, учитывают конструкцию швов и технологию изготовления
изделия. Основные показатели, по которым оценивают материал для надувных
лодок,— прочность при разрыве и раздире, удлинение при разрыве; у
армированных материалов дополнительно проверяют адгезионные показатели.
Так, прочность ткани для надувных бортов одно- и двухместных гребных
лодок должна превышать 50 кгс/5 см для гребных трехместных и моторных
лодок с моторами малой мощности — 80 кгс/5 см, для моторных лодок с
моторами средней мощности — 150 кгс/5 см. Сопротивление раздиру для
гребных лодок не должно быть меньше 4 кгс, для моторных — 7,5 кгс.
Прочность сцепления резины и текстиля для гребных лодок должна быть не
менее 1,5 кгс/см, для моторных — 2,5 кгс/см.
Основным материалом для
жестких днищ надувных лодок помимо стеклопластиков и сплавов легких
металлов являются пластики, армированные кевларом, а также арамидное
волокно под названием кэбура (США), кэбура-29 и кэбура-49 (Япония).
Прочность на разрыв этого волокна в 1,5 раза больше прочности
стекловолокна.
Для конфекции — сборки
деталей конструкции лодок — применяются резиновые клеи, которые, как
правило, представляют собой дисперсии полимеров в органических
растворителях, содержащие ряд целевых добавок, например повысители
клейкости, вулканизирующие агенты, промоторы адгезии и стабилизаторы.
Клеи подразделяются на две группы: вулканизирующиеся при комнатной
температуре (клеи холодного отверждения) и вулканизирующиеся при
повышенной температуре (клеи горячего отверждения). Клеи холодного
отверждения состоят из одного, двух и более компонентов.
Однокомпонентные клеи способны сохраняться длительное время. Прочность
соединений на основе этих клеев относительно невелика. Многокомпонентные
клеи содержат, например, ускоритель вулканизации (чаще лейконат или
ультраускоритель). Эти клеи способны быстро самовулканизироваться при
смешении компонентов. Самовулканизирующийся клей готовят из двух
дополняющих друг друга частей: клея, содержащего серу и активатор, и
клея, содержащего ускоритель вулканизации. Обе части смешивают
непосредственно перед употреблением клея во избежание вулканизации, в
результате которой он приобретает вид желатина. Срок годности
самовулканизирующихся клеев составляет обычно 4 — 8 ч. Вулканизация
клеев протекает при температуре 25 — 30 °С. У клеев горячей вулканизации
вулканизация клеевой пленки происходит при температуре 140—150 °С.
Самыми доступными клеями холодного отверждения являются резиновый клей
(марок А и Б) и клеи 4010 и 4508.
Резиновый клей (марок А и Б)
представляет собой раствор натурального каучука в бензине и выглядит как
вязкая светло-серая или бежевая жидкость. Клей влагостоек, но не стоек к
действию маслобензопродуктов. Интервал рабочих температур до 100°С. Клей
широко используется для ремонта лодок с резиновым покрытием на основе
каучуков общего назначения. Клей 4010 — раствор резиновой смеси на
основе натурального каучука и регенератора в бензине, представляет собой
жидкость черного цвета. Интервал рабочих температур от —50 до 80 °С.
Клей применяется для изготовления надувных лодок с резиновым покрытием
на основе каучуков общего назначения. Клей 4508 — также раствор
резиновой смеси на основе натурального каучука в бензине, имеет вид
светло-серой или желтоватой жидкости. Интервал рабочих температур до
100°С. Прочность склеивания по расслаиванию 3 кгс/5 см. Клей вибро- и
термостоек, ограниченно морозостоек, не стоек к действию
маслобензопродуктов. Применение его в чистом виде ограничено из-за
сравнительно малой прочности связи. Он чаще используется как компонент
для приготовления самовулканизирующихся клеев.
Разновидностями клеев
холодного отверждения являются клеи 88Н и 4НБув. Клей 88Н - вязкая
грязно-желтая жидкость, представляющая собой растворы резиновых смесей
на основе наирита различных марок и бутилфенолфор-мальдегидной смолы №
101 в смеси этилацетата с бензином, взятых в соотношении 2:1.
Применяется для склеивания резин на основе каучуков общего и
специального назначения, используется и для крепления резин к металлу и
дереву. Теплостойкость клеевого соединения от —40 до 50 °С. Прочность
клея приближается к прочности клея 4508. Клей 88Н вибростоек, стоек к
морской и пресной воде, ограниченно стоек к действию
маслобензопродуктов. Клей 4НБув — раствор резинового клея на основе
наирита в смеси этилацетата с бензином, взятых в соотношении 1:1. Клей
имеет вид вязкой, желто-зеленой жидкости, маслобензо-стоек. Интервал
рабочих температур от — 50 до 70 °С в узлах силового назначения и от —50
до 120 °С в узлах несилового назначения. Клей используется для
склеивания вулканизированных резин и резинотканевых материалов на основе
натурального, натрийбутадиенового и нитрильного каучуков. Прочность
склеивания по расслаиванию 4 кгс/5 см.
В изготовлении надувных лодок
находят применение также многокомпонентные самовулканизирующиеся клеи
холодного отверждения: СВ-1, СВ-1-5, СВ-1М, СВ-1-5М. Их получают при
смешивании клея 4508 с раствором вулканизирующего агента клея лейконат
или лейконат М. В клеях СВ-1 и СВ-1М на 100 г клея приходится 10 г
вулканизирующего агента, в клеях СВ-1-5 и СВ-1-5М -только 5 г. Клеи
представляют собой вязкую жидкость от светло-фиолетового до
светло-коричневого цвета. Они дают более прочные клеевые швы по
сравнению с прочностью швов, создаваемых с помощью клея 4508, что
позволяет в ряде случаев отказываться от прошивки склеенных швов.
Интервал рабочих температур от —50 до 100 °С. Клеи влагостойки,
тропикостойки. Жизнеспособность (срок годности) клеев составляет около 4
ч. Самовулканизирующийся клей СВ-5 является разновидностью этих клеев.
Он представляет собой раствор резиновой смеси на основе наирита в смеси
этилацетата и бензина с клеем лейконат.
Интервал рабочих температур
от —90 до 80 °С. Клей применяется для ремонта и изготовления
резинотканевых изделий с резиновым покрытием на основе наирита и
бутадиен-стирольного каучука. Высокопрочное соединение обеспечивает
самовулканизирующийся клей СВ-2а — раствор желтого цвета резиновой смеси
на основе наирита в смеси этилацетата с бензином и клеем лейконат.
Прочность склеивания составляет 10 кгс/5 см. Интервал рабочих температур
от —35 до 70 °С. Клей влагостоек, ограниченно маслобензостоек.
Жизнеспособность — 8 ч.
Образование адгезионной связи
при склеивании резин между собой является сложным физико-химическим
процессом, в котором в той или иной степени участвуют все ингредиенты,
входящие в состав резины. В процессе изготовления лодок для повышения
герметизации отдельных узлов, плавного выравнивания зоны стыка полотнищ,
ремонта отдельных внешних дефектов применяются герметики. Они
представляют собой вязкие композиции в виде паст, мастик, изготовленные
на основе полимеров, эластомеров в сочетании с другими целевыми
добавками.
Помимо обычных материалов,
используемых для изготовления бортов и днища спасательных лодок,
известен широкий спектр других материалов, отличающихся специфичностью
их назначения. Одни из них способствуют сохранению тепла в кокпите
лодки, другие — быстрому обнаружению лодки в водных просторах как в
дневное, так и в ночное время суток. Так, тенты надувных спасательных
лодок для теплоизоляции делают из двойных оболочек или слоев,
расположенных на определенном расстоянии друг от друга. Однако они
оказываются не всегда эффективными в поддержании определенной
температуры внутри пространства между тентом и кокпитом лодки (например,
при сильном ветре и бурном море). Сохранить тепло в указанном
пространстве позволяет покрытие внутренней стороны материала фольгой из
напыленного металла на обычный связующий состав. Металлический
напыленный слой частично отражает тепло пассажиров, и, таким образом,
температура внутреннего пространства повышается или поддерживается, тем
самым предупреждается переохлаждение потерпевших бедствие людей.
Металлический напыленный слой, например алюминия, нанесенный на внешнюю
сторону материала, является рефлектором и лучше отражает лучи
радиолокационных средств, сокращая время обнаружения потерпевших
бедствие. Структура материала, отражающего лучистую теплоту, может,
например, состоять из найлоновой ткани с внутренними и наружными слоями
полиуретана, причем в оба слоя или в один вмонтированы тонкие
алюминиевые элементы (подслои), оказывающие сопротивление лучистой
теплоте. Покрытие может выполняться и из металлизированной пластмассы.
Для лодок, эксплуатирующихся
в особо сложных условиях, особенно при пониженных температурах воздуха,
отдельные технические решения конструкций предусматривают покрытие
внутренней поверхности кокпита бортов, днища и тента слоем вещества,
которое при контакте с кислородом воздуха выделяет теплоту. Верхняя
поверхность этого вещества закрыта слоем пленочного материала, который
постоянно изолирует теплотворное вещество от кислорода и снимается с
поверхности вещества только при необходимости.
Повышению вероятности
обнаружения надувных спасательных лодок оптическими средствами
способствует применение для покрытия бортов или части их полос
материалов с равномерно распределенными люминесцирующими пигментами. По
длительности люминесценции такие материалы условно разделяются на
флюоресцирующие, обеспечивающие кратковременное свечение, и
фосфоресцирующие, обеспечивающие длительное свечение. Такие покрытия в
виде красок, тканевых лент или пластмассовых пленок ярких цветов
(оранжевого, желтого или красного) обеспечивают хорошую видимость на
поверхности воды, и, кроме того, излучают видимый свет при облучении их
ультрафиолетовыми лучами. Выполнение тентового материала с
флюоресцирующим покрытием для спасательных лодок придает им высокую
яркость, в 1,5 раза повышает дальность обнаружения по сравнению с
нефлюоресцирующим материалом при одинаковом цветовом тоне и сокращает
срок поиска. Светостойкость такого материала позволяет сохранить
калориметрические характеристики постоянными в течение всего периода
эксплуатации спасательных средств. Иногда в слой полимерного покрытия
ткани вводят вещества, которые способны изменять цвет в зависимости от
температуры окружающей среды.
Для контроля за температурой
поверхности надувной лодки промышленностью выпущены первые партии нового
средства в технике тепловых измерений — термочувствительные панели
термопласта. Они представляют собой полимерную пленку, на внутренней
стороне которой нанесен липкий слой, а на лицевой — набор
термочувствительных меток. При достижении температуры, указанной на
пленке, метки меняют свой цвет от белого или светло-серого до черного.
На этом принципе и основано определение температуры. Изменение цвета
необратимо, поэтому панель обладает «памятью». За ней не нужно
наблюдать, она хранит картину распределения тепла даже после того, как
объект измерения остыл. Габаритные размеры термопанели 40 х 18 х х 0,5
мм, масса до 1 г.
В последнее время в сфере
водного транспорта возник интерес к световозвращающим материалам в виде
наклеиваемых полос на надводные части спасательных лодок.
Свето-возвращающие покрытия обладают свойством возвращать падающий на
него световой поток от прожектора наземного, водного или воздушного
средства поиска в направлении освещающего источника, удаленного на
расстояние до 500 м. Покрытие эксплуатируется в диапазоне температур от
—30 до 65 °С, в условиях воздействия солнечной радиации, атмосферных
осадков, морской воды. Световозвращаю-щие покрытия представляют собой
комбинированный материал, включающий металлизированную пленку с
зеркальным покрытием, термопластичный слой клея, лака и стеклянных
микрошариков.
На смену наиболее
распространенным световозвращателям в Последнее десятилетие пришли
высокоинтенсивные световозвращатели. По эффективности световозвращения
они превосходят защищенные светоотражатели в три-четыре раза, а их
долговечность достигает 7—10 лет.
Комплекс применяемых
материалов для надувных лодок, особенно для спасательных, не
исчерпывается приведенными выше примерами. Он может быть значительно
шире, а применение некоторых материалов представляется и неожиданным.
Например, отдельные элементы спасательных лодок могут содержать
водонепроницаемую оболочку, наполненную глауберовой солью, которая под
воздействием теплоты становится жидкой и аккумулирует в 60 раз больше
энергии, чем вода. При понижении температуры окружающего воздуха
глауберова соль вновь затвердевает и выделяет запасенную теплоту.
Предыдущая
страница
Содержание
Следующая страница
|