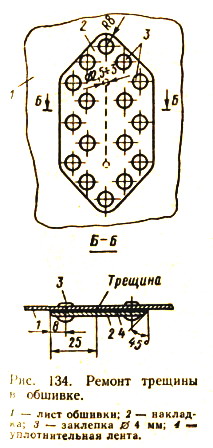
(изнутри корпуса) ставится накладка из
того же металла, что и ремонтируемая деталь. Накладка должна на 20—25 мм
перекрывать трещину со всех сторон. Перед постановкой заклепок под
накладку необходимо проложить уплотнительную ленту
(рис. 134).
Мелкие (размером до 70 мм) пробоины в
обшивке заделывают накладками изнутри корпуса и вкладышами
(рис. 135).
Диаметр накладки должен быть
больше диаметра выреза на 50—60 мм, чтобы обеспечить по всему периметру
перекрой, необходимый для клепки двухрядным шахматным швом с шагом
заклепок 15—20 мм.
В вырез заподлицо с обшивкой ставится круглая
заделка-вкладыш так, чтобы зазор между вкладышем и кромкой выреза не
превышал 1 мм. Вкладыш проклепывается с накладкой однорядным швом шагом
20 мм.
Более крупные пробоины заделываются
аналогично, но накладку изнутри корпуса делают не сплошной, а
кольцевидной — с внутренним диаметром на 50—60 мм меньше диаметра
вкладыша.
При значительных повреждениях обшивки
приходится заменять весь лист или большую его часть.
При замене части
листа дополнительные стыки лучше располагать на шпангоутах. Величину
перекроя и все остальные элементы соединения делайте такими же, как и на
ближайшем стыке (см. также совет 148).
При повреждениях деталей поперечного
или продольного набора (сквозные трещины, обрыв) на ремонтируемые
участки накладываются дублирующие угольники.
При замене участка детали
(например, стрингера) устанавливают вкладыш, который подгоняется к обоим
концам остающихся частей деталей как можно более плотно (зазор не должен
превышать 0,2 мм) и соединяется с ними при помощи стыковых
накладок-коротышей
(рис. 136).

После ремонта обшивки нужно проверить
водонепроницаемость заклепочных швов керосином.
Как правильно клепать.
Приведем некоторые общие сведения по
холодной клепке вручную.
Существуют прямой и обратный способы
клепки; при первом удары молотком наносят со стороны замыкающей, г. е.
расклепываемой головки, при втором — со стороны закладной головки.
Обратный способ применяют тогда, когда, например, неудобно наносить
удары изнутри корпуса (как правило, закладывают заклепки снаружи).
При клепке применяются такие
инструменты
(рис. 137):

оправка 1 -- заточенный на конус
стальной стержень, с ее помощью совмещают отверстия при сборке деталей;
поддержка 2 — массивный стальной
или чугунный стержень, служащий для прижатия закладной головки в
процессе клепки прямым способом;
обсадка 3—стальной стержень с
отверстием (по центру), диаметр которого на 0,5—1,0 мм больше диаметра
заклепки; употребляется для уплотнения соединяемых деталей вокруг
стержня заклепки 4;
обжимка 5 — стальной стержень с лункой
по форме замыкающей головки; нанося по обжимке удары ручником,
расклепывают выступающий конец стержня заклепки.
Лучше применять при ремонте корпусов из
алюминиево-магниевого сплава заклепки из сплавов марок АМг-5 или АМц, а
для корпусов из дюралюминия — заклепки из сплава В65.
Клепка набора к обшивке обычно
выполняется однорядным цепным швом; водонепроницаемых соединений обшивки
— двух- и трехрядными шахматными прочно-плотными швами.
Детали можно соединять внакрой либо
встык на односторонних или двусторонних планках-подкладках.
Диаметр заклепок
d
может быть принят равным удвоенной
толщине материала, из которого изготовлены соединяемые детали.
При
клепке деталей разной толщины в расчет принимается меньшая; если же
разница в толщине значительна (2 мм и более), диаметр заклепки
определится формулой
d = 2
(корень из
S), где
S —
суммарная толщина листов. Последняя не должна превышать 4d.
Длина стержня заклепки должна равняться
общей толщине склепываемых листов, сложенной с величиной Р,
необходимой для образования замыкающей головки; для полукруглой головки
Р = 1,5d, конической — 1,3d,
полупотайной — 1,1d, потайной — 0,9d.
Расстояние С между рядами
заклепок, обуславливающее прочность и плотность соединения, принимается
равным в зависимости от типа соединения 2—5d
(например, для соединений листов обшивки расстояние между рядами должно
быть —3d).
Шаг
t,
т. е. расстояние между центрами
соседних заклепок в одном ряду, для прочноплотных швов следует брать от
3 до 5d( и для других соединений — от 8 до 10d. Отстояние центра заклепки от кромки листа,
профиля или накладной планки принимается равным 1,8—2d.
Отверстия под заклепки аккуратно
высверливаются ручной или электрической дрелью. Диаметр отверстий
dотв
должен быть несколько больше диаметра заклепок:
dmm
3,0 4,0
5,0
6,0
7,0
dотв
3,1
4,1
5,2
6,2
7,2
Гнезда под закладные головки потайных и
полупотайных заклепок зенкуют на угол 90°. Глубина гнезд для потайной
закладной головки при обратном способе клепки должна быть на 0,1 мм
меньше высоты головки заклепки, а при прямом способе — равна высоте
головки.
Перед клепкой детали собирают на
монтажные (сборочные) болты, устанавливаемые через каждые 10—12
отверстий. Клепку ведут от середины шва к краям; под конец сборочные
болты снимают, заменяя их заклепками.
Процесс клепки прямым способом
выполняется так: под закладную головку заклепки, введенной в отверстие,
устанавливают поддержку, на стержень заклепки надевают обсадку, затем
уплотняют соединение несколькими ударами молотка, после чего формируют
замыкающую головку, ударяя молотком по выступающему из соединения
стержню заклепки.
При необходимости замыкающую головку формируют
обжимкой.
Предыдущая
К содержанию
Следующая
 аслом.
аслом.