|
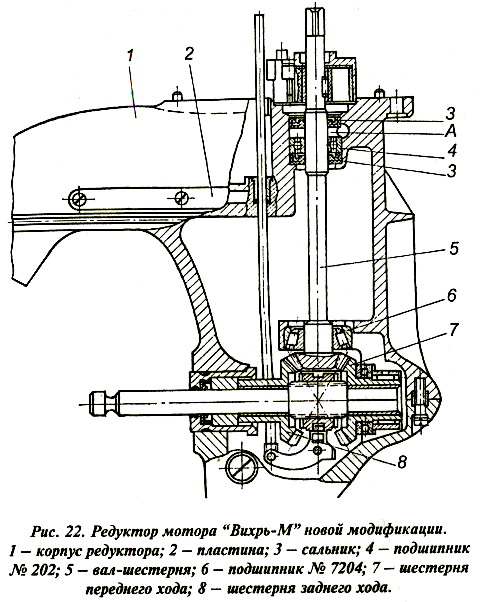
Подвод воды к помпе осуществляется не по
залитой в корпус стальной трубке, как было ранее, а по каналам в корпусе
редуктора. Боковой канал снаружи заглушен пластиной, крепящейся тремя
винтами.
При сборке редуктора в один комплект
собираются шестерни только с одинаковым направлением спирали.
В новой модификации редуктора
отсутствуют стакан подшипника 60304, гайки его крепления и гайки
крепления вала-шестерни.
Редукторы в сборе в
обеих модификациях взаимозаменяемы; на моторы "Вихрь", "Вихрь-М",
"Вихрь-30" можно устанавливать собранный редуктор любой модификации.
Регулировка и ремонт редуктора старой
конструкции.
Как уже отмечалось, корпус редуктора у
"Вихря" и у "Вихря-М" одинаков; он выполнен из алюминиевого сплава и
имеет разъем по оси гребного вала с крышкой, крепящейся семью винтами
М6х26.
Это позволяет проверять правильность зацепления шестерен и
состояние подшипников без разборки передачи.
Кроме указанных в инструкции общих
приемов разборки существуют определенные тонкости сборочно-разборочных
операций, о которых необходимо помнить при ремонте и регулировке
редуктора.
Если в смазке редуктора появилась вода
(смазка имеет бурый цвет), то особое внимание следует обратить на
качество сальников и степень выработки медно-графитовой втулки.
Для
этого снимается корпус водяной помпы с крыльчаткой, и вал-шестерню нужно
покачать во втулке. Если максимальная величина элипсности превышает 0,2
мм, втулка должна быть заменена.
При этой операции старая втулка
выпрессовывается выколоткой со стороны внутренней полости редуктора в
сторону плоскости крепления помпы.
Запрессовка новой втулки производится
со стороны помпы с помощью выколотки Ø 20 и длиной 150 мм, сделанной из
мягкого металла. Втулка осаживается до упора верхнего буртика в расточку
редуктора.
Следует помнить, что запрессовку надо производить с
осторожностью, поскольку материал втулки довольно хрупкий.
После запрессовки необходимо смазать
внутреннюю поверхность втулки, а также заполнить смазкой (ЦИАТИМ-201 или
221) полость между ее верхним буртиком и сальником 2.215-000.
При
необходимости заменить корпус редуктора, следует помнить, что посадочные
места под подшипники гребного вала растачиваются в корпусе и крышке
совместно (наименование этого узла: "редуктор в сборе для механической
обработки") и поэтому заменять при ремонте можно только корпус совместно
с крышкой — разукомплектовка недопустима.
Работоспособными считаются шестерни, не
имеющие сколов и следов выкрашивания на рабочих поверхностях. Это
относится и к зубьям, и к поверхности под роликовый подшипник, а также к
выступам, соединяющим ее с муфтой 2.202-028 включения реверса.
Если на
этих выступах шестерни и муфты имеется выработка в виде радиусного скругления
угла, то эти детали к дальнейшему использованию непригодны.
Такая выработка при включении реверса
вызывает периодические удары в редукторе за счет проскальзывания
шестерни относительно муфты, связанной с валом винта.
Основная причина выработки —
неправильная регулировка реверса, года выступы шестерни и муфты входят в
сопряжение не по всей высоте, а касаются друг друга только вершинами.
Кроме этого, выработку может вызвать частое включение реверса на слишком
высоких оборотах двигателя.
Шарикоподшипники 60304, 8106 и роликовый
2.119-000 с наружным кольцом 2.202-013 не должны иметь точечного
выкрашивания и коррозии на беговых дорожках и телах качения, а также
повреждений сепараторов. Вращение подшипников должно быть свободным без
увеличенных люфтов.
При регулировке редуктора необходимо
проверить отсутствие люфта в соединении нижнего конца тяги реверса с
коромыслом, переключающим муфту.
Этот люфт, допуская проворачивание
тяги, вызывает перекос пальца в планке реверса, расположенной в поддоне,
и ухудшает условия переключения реверса.
Для устранения люфта тягу нужно
максимально вытянуть в сторону крышки редуктора. Под заклепку следует
положить массивную поддержку и молотком осадить заклепку, но так, чтобы
вращение коромысла оставалось свободным.
Втулка тяги реверса практически не
требует замены, так как изнашивается мало. Ее следует только слегка
осадить вниз для поджатая резинового уплотнительного кольца.
При увеличенном
люфте гребного вала в подшипнике скольжения 2.212-002 подшипник следует
заменить, одновременно поставив и новый сальник 2.218-000.
Для этого
стакан 2.212-001 нагревается до 60-80° и при помощи цанговой оправки или
эксцентрической выколотки подшипник и сальник выпрессовываются в сторону
открытого торца.
Наружное и внутреннее резиновые уплотнительные кольца
стакана перед нагревом должны быть удалены.
Перед сборкой втулка
нагревается вторично (60-80°) и в нее до упора в торец запрессовываются
(пружиной в сторону открытого торца стакана) сальники подшипник (фаска
на наружном диаметре должна быть направлена вниз), предварительно
смазанные смазкой ЦИАТИМ-201 или 221. После остывания стакана ставятся
резиновые кольца.
При замене упорного подшипника 8106
кольцо с меньшим внутренним диаметром (оно не имеет клейма завода)
напрессовывается на втулку шестерни переднего хода до упора, затем
надевается сепаратор с шариками и второе кольцо.
Затем на втулку
надевается роликовый подшипник 2.119-000 и его наружная втулка. В случае
замены самих роликов они вставляются в гнезда сепаратора с внутренней
стороны.
Подшипник 60304 напрессовывается на
вал-шестерню без подогрева, а потом затягивается гайкой 2.202-024. Все
подшипники перед установкой нужно обильно смазать.
|